




 扫一扫
扫一扫
耐磨衬钢管衬胶注意事项:
1)衬胶之前,需检查确认所有焊接、切割工作已全部完成,特别注意管道上的冲洗水管道接口、仪表管道接口、放气、排水管道分支接口是否已全部加工制作完毕。
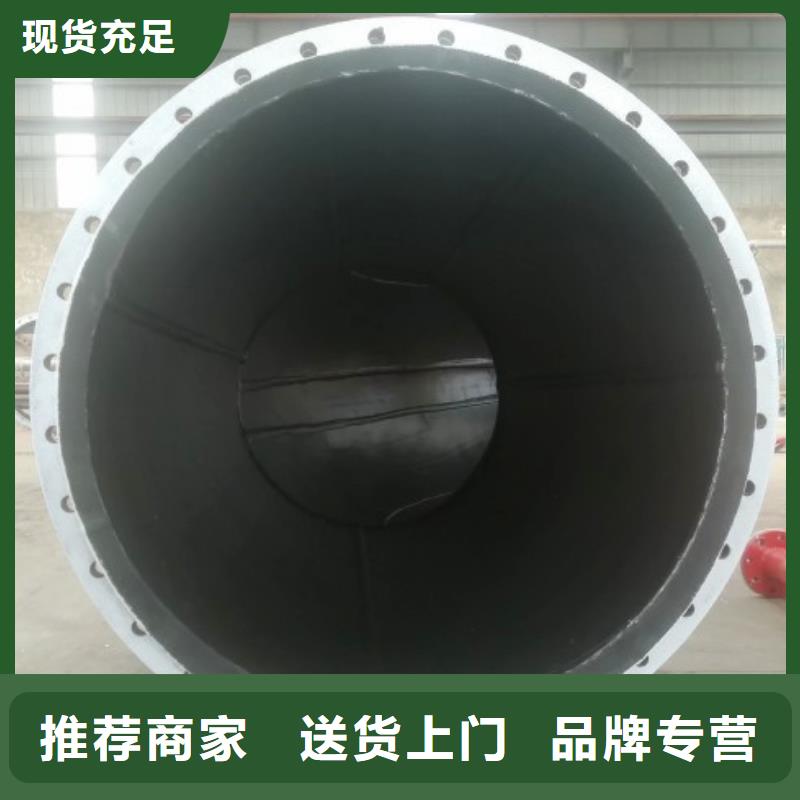
2)橡胶内衬管和配件的内衬方式能防止腐蚀性介质接触金属表面,橡胶内衬伸出管道端部。边缘、拐角等需内衬的表面加工成弧形,至少有3mm的半径。
3)加热设备放在至少距内衬(橡胶)表面100mm处,以防局部过热,且不使橡胶表面直接接触蒸汽。
4)工厂衬胶的部件在衬胶后通过加热加压进行硫化。硫化后通过专用打磨机械将法兰表面的硬橡胶加工成同法兰表面平行,在硫化前避免在管道等部件的外表面涂漆。
5)施工和干燥期间对衬底温度、环境温度、空气相对湿度和空气露点进行连续的测量和记录,所有测量值将记录在备忘录中。从喷砂开始到衬胶完成,空气的相对湿度保持在65%以下, 衬底温度保持至少高于露点3℃,要求的衬底温度至少为+5℃。供方将提供喷砂处理的设计标准, 所有将衬胶的表面应根据要求进行喷砂处理,以去除铁锈、铁屑、焊迹或其它异物。
6)粘结系统由底涂和胶粘剂组成。在施工底涂前表面不会受到污损,底涂两层。底涂不被污染,并有适当的粘性。底涂的施工使用喷射枪或专用的毛刷进行。底涂层均匀,所有流动、流滴等都将通过刮除和清洁加以清除。
7)胶粘剂的施工要求与底涂相同。
8)喷砂完成后,在需衬里的表面涂上底涂,底涂干燥后,涂上中涂。然后涂上橡胶粘结剂,并得到充分干燥,尤为必须注意的是在喷砂后4小时内必须涂上底涂,以防止钢铁表面再次被氧化。
9)衬胶材料的大小与所保护的区域一致,不能拉长橡胶覆盖附近的区域。
10)衬胶没有气泡、凹凸点和其它缺陷。
11)在衬胶部件和非衬胶部件的接合处也由橡胶材料加以保护,保证在缝口区域充分的粘附性,设计和施工应得到需方的同意。
12)在连接中法兰的内衬必须覆盖法兰表面上的管道口,以保证未加工的边缘不与工作介质接触。
13)内衬工艺在各方面都成熟可靠,粘接完整、均匀,内衬和金属之间没有空气。
如何选择耐磨衬钢管厂家:
洛阳纵横制造橡胶接头的生产厂家,经过多年来对丁基橡胶的加工处理经验,我们坚持使用改变丁基橡胶的大分子结构的方法来对其进行处理,虽然丁基橡胶的处理方法多种多样样。比如:蒸煮,炒制,挤出,高温催化等,但是该表其分子结构式科学的也是最经济的处理方法。
丁基橡胶具有很好的耐老化性能:经过试验,丁基橡胶的材料中包含有少量的异戊二烯,这种分子会使得丁基橡胶的不饱和度大大的降低,这就证明了他的耐氧化性很强,众所周知,橡胶接头的老化主要是因为氧化的作用,使得橡胶中的大分子结构的不饱和度大大的提高了,所以这也就证明了丁基橡胶具有很好的耐老化性。
洛阳纵横机械制造有限公司是一家集科研、开发、生产、销售于一体的多元化复合型离新技术企业。
企业致力于环保节能新型产品的开发、研究与应用,专业生产电厂防腐管道,矿山耐磨管道,引水管道 耐腐蚀管道等。产品分为衬胶系列、衬塑系列,3PE系列等防腐耐磨系列产品,并具备工程测量、设计、生产、安装能力和完善的售后服务体系。
(本地)电厂衬胶管道衬四氟管精致工艺")
(本地)电厂衬胶管道衬四氟管精致工艺")
现在许多电厂里输送石灰浆液的介质的一般都改造为了衬胶管道,下面我就简单给大家介绍一下衬胶管道的工作原理吧!在电厂衬胶管道运转时候,正常温度都在40°C-80°C之间,随着石灰浆液的流动,必须设计好衬胶管道的方向。像电厂衬胶管道一般所用的内衬橡胶板都是耐磨、耐腐蚀、耐酸碱的,这些特点证明了衬胶管道的优势。它正常使用5-10年没问题,厂家质保期是1年,在当中时间内出现了任何问题厂家都负责修补、或者重做。质量您放心!客户至上、质量 。
衬胶管道的硫化方法:(本地)电厂衬胶管道衬四氟管精致工艺")
(本地)电厂衬胶管道衬四氟管精致工艺")
(本地)电厂衬胶管道衬四氟管精致工艺")
(本地)电厂衬胶管道衬四氟管精致工艺")
纵横机械制造有限公司生产销售 不锈钢衬塑管、,产品具有外表美观、价格低廉、结实耐用等特点。 本公司以科学的生产工艺、严格的质量管理、先进的服务理念、合理的销售价格,赢得了国内外广大客户的信赖。 缔造精品、履行承诺、不断改进、追求完美”的质量方针和“忠诚营销、共创辉煌”的营销理念一直以来是我厂的经营理念和立足之本,我们将以优良的品质,优惠的价位,向您提供优质的服务。欢迎新老客户来参观指导或来电、来函洽淡业务。
(本地)电厂衬胶管道衬四氟管精致工艺")
(本地)电厂衬胶管道衬四氟管精致工艺")
技术支持:cnwbgg.com